
日期:2016/4/8
来源:中国研磨网《中国研磨》杂志
■ 刘阳 任旭 罗小龙 周远兵 /文
重庆三磨海达磨床有限公司 重庆市材料表面精密加工及成套装备工程技术研究中心
1.背景
机匣是枪械上的关键零部件之一,它不仅起到联接枪管和枪托的作用,也是用来容纳发射机构的部分。目前机匣在其生产工艺流程中需要对其外表面进行抛光处理,因为后一道工序为涂饰工艺,抛光质量的好坏直接影响涂层的均匀性和涂层与枪匣表面的结合力。目前枪匣表面的抛光工作都是人工完成的,人工抛光费时费力,表面一致性难以保证,同时工人的劳动环境也较差。
近年来将机器人运用于砂带抛光领域引起了人们广泛的关注,这种方法不仅充分利用了砂带抛光能大幅度提高零件高表面质量的优点,又利用了机器人灵活性高,通用性强的优点。要实现机器人砂带抛光加工,特别是要实现对枪匣这一类具有复杂几何形状零件的加工,机器人的编程工作繁琐而且工作量巨大。常用的砂带抛光加工轨迹生成方法有等参数线法、截面法、等高残留法等。等参数线法的生成的加工轨迹为曲面的u、v参数线,适用于u、v参数线均匀的曲面的抛光轨迹的生成。等参数线法的优点是计算的方法简单,计算的速度快,组成枪匣表面的等参数线分布均匀,适合等参数线法来生成加工轨迹。
2.机器人砂带抛光系统
机器人砂带抛光系统主要由机器人系统、砂带抛光机等子系统组成。抛光机器人为典型的六旋转关节工业机器人(川崎RS20N),可以通过6个关节的调整实现末端夹持工件的各种姿态,完成各种复杂型面的加工。
机器人砂带抛光系统配套的砂带抛光机为重庆三磨海达磨床有限公司研制的单头砂带抛磨机(如图2.1)。

每台砂带抛光机设计有一个砂带磨头,使机器人砂带抛光系统中机器人和砂带抛光机的位置配置具有很大的灵活性。根据机器人的灵活空间,在不同的位置配置多台砂带抛光机实现多工位抛光加工。而且每台砂带抛光机都可以通过更换接触轮来改变接触轮的尺寸,使系统可适应多种工件表面的抛光。砂带抛光机的磨头设计为可浮动的,可使抛光压力在加工过程中基本维持不变,提高被加工表面的抛光质量。
3.机器人刀位点数据生成
3.1刀位点轨迹生成方法
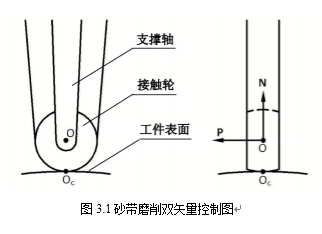
机器人砂带抛光刀位点为接触轮的中心,通过控制接触轮支撑轴矢量N和接触轮回转轴矢量P来实现接触轮的姿态控制(第三个矢量由右手法则确定),接触轮支撑轴矢量N应与被加工曲面上点的法矢量平行,接触轮的轴线p与工件上某点的最小曲率方向重合时,其加工效果最好,砂带与工件之间的贴合效果最好,此时,在几何关系上,砂带与工件之间的接触线在工件最大曲率半径平面内,其几何图形如图3.1所示。
本文采用等参数线法生成加工轨迹,即用等u(或v)参数线来作为加工轨迹,再将提取出来的参数线离散成点(如图3.2)。
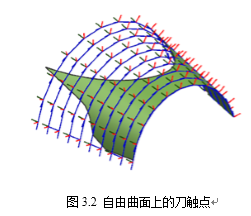
在枪匣表面加工轨迹上生成离散的点,即为刀触点数据(如图3.2),将该点沿接触轮支撑轴矢量(N)方向偏置一接触轮半径即得到加工点坐标。
3.2刀位点数据计算
一张u方向为p次,v方向为q次的NURBS曲面可定义为:
.png)
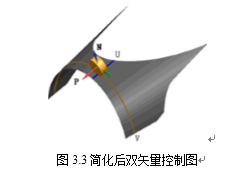
式中,NURBS曲面的两个求和上限m、n和两个基函数的阶p、q,两个节点矢量U、V, 以及控制点矩阵{Pi,j},其中0≤i≤m, 0≤j≤n,通过这些参数来重构NURBS曲面以计算砂带抛光的刀位点数据。由于枪匣表面较为规则,可使接触轮回转轴矢量P和u向等参数线或v向等参数线的切矢方向平行(如图3.3),在两个切矢方向中选择法曲率较小的方向,这样可简化算法,计算步骤如下:
①计算所有参数为u0的所有p阶非零B样条基函数Ni,p(u0),以及所有参数为v的所有q阶非零B样条基函数NJj,p(u0),
B样条函数定义如下:
.png)
②计算控制点Pi,j(1,0)的值:
.png)
③计算非零基函数与控制点的乘积,求得曲面上点的坐标S(u0,v0):
.png)
④在节点矢量U的两端各减少1个节点得到节点矢量U(1),计算Au(u0,v0):
.png)
⑤在节点矢量V的两端各减少1个节点得到节点矢量V(1),计算Av(u0,v0)
.png)
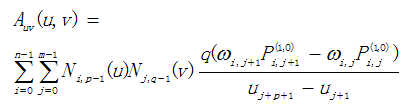
⑥根据②、④、⑤三步,得到Auv(u,v):
⑦最后根据右手法则计算第三个矢量,坐标点和三个矢量表示为齐次矩阵的形式,即得到要求的刀位点数据:
3.3砂带抛光路径顺序规划
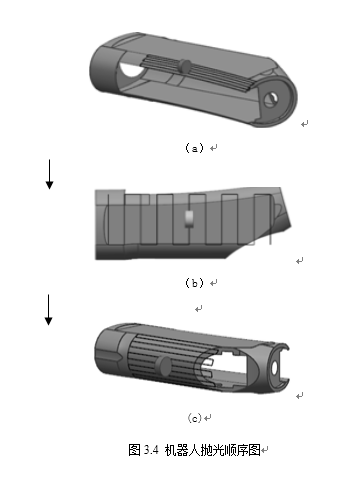
为方便砂带抛光程序的生成,提高抛光质量和效率,把工件装夹到机器人后,按照图3.4中的(a)、(b)和(c)的顺序进行连续加工,枪匣沿着机器人第六轴逆时针转一周可以加工完大部分表面。
4.结论
本文针对枪匣表面的机器人砂带抛光加工,运用等参数线法对枪匣表面进行了刀位点数据的理论研究。并对机器人刀位点的数据进行了计算,最终完成了机器人砂带抛光路径顺序的规划。










